Best Practices for Evaluating Product Development Tools for ISO 26262 Compliance
Vehicles have always been complex machines to build, but connectivity is adding a new dimension to the challenges—especially when it comes to ISO 26262 compliance in modern automotive product development.
Whether it’s a smart dashboard or driving assistance technology, there’s a significant increase in the amount of software and electronics implemented in cars, trucks, vans and beyond. And that’s before even mentioning the future of autonomous vehicles.
These exciting changes are driven by consumer demand, which is leading to intense global competition around developing and releasing cutting-edge features and technology as quickly as possible.
As a result, development teams feel intense pressure from having to adapt to these changing market realities. That includes using new development methods to tackle the significant risks that must be accounted for in the design and validation and verification process with safety standards such as ISO 26262.
Modernizing Safety
In this new, accelerated market, relying on chaotic document software and outdated legacy tools will only leave your team further behind and even potentially increase the likelihood of disaster.
When it comes to ISO 26262 — the international standard for the functional safety of electronics systems in production automobiles — using yesterday’s development processes not only slows you down but leaves your company open to catastrophic risks.
This is why a modern product development platform is so important. If you’re creating a certified ISO 26262 process, you need to trust that it’s been certified as “fit for purpose” in the design and development of safety-critical products. Otherwise, you’re potentially using a buggy platform that could inadvertently lead to a product malfunction disaster, resulting in injuries or fatalities, which plunges your company into deep litigation and potential bankruptcy.
Automotive OEMs and suppliers must be able to trust that the workflows they’re using to identify, build, and test products in a development platform meet critical functional safety requirements.
The process you use to gain assurances that a product development platform will allow you to build compliant automotive equipment varies, but at a minimum, you should be looking for some distinct criteria.
For starters, confidence in the platform should be measured. That can be done by sizing up the platform against your current development process, as well as the validation measures and success stories of the tool itself.
Next, you’ll want to look at given scenarios if something goes wrong with the platform. For instance, if there’s some sort of systemic error within the platform, you’ll want to make sure all its customers would be informed immediately so it doesn’t impact a system that’s already under development.
Whichever product development platform you’re considering, you should also ensure its safety manual guides users on how to apply the tool for the development of safety-relevant systems. That includes some instructions on critical use case scenarios and specific safety measures.
Discovering the Right Fit
By evaluating a product development platform in this way, it’ll be more helpful when it comes time to be audited for safety standards such as ISO 26262.
During audits, often times the key focuses are within the areas of project management and quality management. A platform that provides features where you can prove that you have full traceability from requirements through testing will go a long way.
Every company will follow a different path when it comes to proving compliance and validation. One thing you don’t want to do is get caught flat-footed in such a turbulent and competitive time. That’s why upgrading your development process with a solid platform can make all the difference.
For a deeper dive into how teams creating products for any safety-critical industry can lower the costs and risks of complying with functional safety standards, check out the webinar, “Jama ISO 26262 Certification & Best Practices for Development.”
To see more information specific to the automotive industry, we’ve compiled a handy list of valuable resources for you!
Editor’s Note: This post on the difference between being ISO 26262 compliant and ISO 26262 certified was originally published here from LHP Engineering Solutions on July 16th, 2020, and was written by Steve Naheem, the leader of strategy an solutions architects at LHP.
The question: When looking at functional safety, what is the difference between being ISO 26262 compliant and being ISO 26262 certified?
When asking such a question, it is very important to consider that functional safety is based on standards, and those standards are written as guidelines. In the automotive industry, ISO 26262 is the primary guideline for functional safety. The methods in the standard are defined with recommendations that an organization can use to be compliant to functional safety. The aerospace, medical devices, and other transportation industries, have their own guidelines. IEC 61508 is the parent of ISO 26262, the aerospace standards ARP 4754, DO-178, and others follow a similar structure.
The reason there is a difference between ISO 26262 “compliant” and “certified” is because those guidelines can be adopted in many different ways. The implementation methods are the keys to success for organizations. An organization can decide to adopt parts of the standard or all of the standard. Therefore, implementation is truly a spectrum. As long as an organization has a defensible position when it comes to safety, it can be considered compliant.
This isn’t only true in the automotive industry; it’s true for most safety-critical industries, such as medical devices, which have to deal with the FDA, and aerospace, which has to deal with the FAA. The spectrum of implementation also exists in related processes or maturity-based standards, such as CMMI or ASPICE or IATF 16949. In some industries, following the standards completely is much more likely to gain favor with the regulators for an organization. Currently in automotive, self-certification is very popular and still acceptable. This leads organizations to claim compliance instead of pursuing third-party assessments (i.e., certification).
Understanding the Foundation of the Safety Standard ISO 26262
To answer the original question, it is vital to understand the principles of the automotive safety standard ISO 26262.
Understanding the multiple parts of ISO 26262 is fundamental to getting a better perspective of why being compliant and being certified are different. There are parts and methods in the standard for management, systems engineers, hardware engineers, software engineers and production, and then supporting processes and guidelines for the entire organization.
Part 2: Organizational Structure and Management, describes what the leadership in an organization needs to do to be compliant to functional safety. It covers things like rules and decision-making the organization for functional safety. It covers evidence of competence, quality management, how an organization assesses functional safety, and what kind of measures are in place. It also addresses details such as evidence of field monitoring for safety issues. These work products result in an organization which has a management structure that can be compliant to functional safety and reliably produce safety-based products. For example, there is a requirement in the standard which says a project manager shall ensure that the safety manager is appointed in accordance to Part 5, 4, 3, or another section in the standard. It requires that the project has a safety manager with a specific authority level, which is defined in the standard. processes across
Parts 3 and 4 address systems engineering. From an organizational standpoint, it addresses the safety goals definition, the hazards definition, the verification methods for those hazards, and the requirements that define the technical solution. These sections also define the Automotive Safety Integrity Level (ASIL) classification, which is the basis for the implementation methods.
Safety plans, safety assessments and requirements, verification reports, and analysis are all done as a portion of Part 3 for functional safety. There are a couple dozen work products that need to be produced to meet the requirements in this section.
Parts 5 and 6 are for hardware and software engineers. There are recommendations for designers of hardware and designers of software, and tables for the kinds of analyses that need to be produced. Furthermore, there are descriptions of verification artifacts that need to be produced.
Part 7 covers the production aspects of the product development lifecycle from the equipment used to the repair station requirements. Part 8 covers the infrastructural items of an organization such as the quality aspects, vendor management, requirements management, and the tool chains. Overall, there are over 900 pages of recommendations.
The Difference Between Being ISO 26262 Compliant and Being Certified
Going back to what the difference is between being compliant and being certified, let’s take a couple of specific organizational examples. For compliance with ISO 26262, the recommendations given by ISO 26262 need to be addressed and integrated into the organization’s workflow process, tool chains, and designs. The organization will then have a defensible position which is independently audited through its own quality organizations.
This implies that a company does have a quality organization capable of auditing against the standard. For many startup companies, this is not the case. Therefore, being compliant is much more difficult for smaller organizations that don’t currently have the formality or process-adherence methodology.
Being certified to functional safety means that in addition to being compliant, a third party such as TÜV NORD, has audited and provided a certificate of completion that validates that the company has effectively implemented guidelines for functional safety.
When an organization is attempting to select a vendor and they are compliant to functional safety, it implies that they have made an attempt to address the items described in ISO 26262 to the best of that organization’s knowledge. It also implies that the organization believes that they have addressed all the items and have a defensible position when it comes to developing safety-critical products.
When selecting a certified vendor, it implies that they also attempted a compliant implementation for functional safety and a third party has validated that work. Some organizations will use that credibility to help sell its products. ISO 26262 certification is becoming one of the criteria that affects vendor selection. Being certified gives the vendor a third-party approval for functional safety; being compliant may require audits to verify implementation.
To summarize, ultimately “compliant” and “certified” have the same intent. The organization is saying that it has taken functional safety seriously, and it has attempted full ISO 26262 implementation. When certified, it implies a third party has validated that process, and it lends more credibility to the process.
Which Should You Pursue?
Choosing between pursuing compliancy or certification depends on various factors such as budget and requirements or expectations from the organization’s customers. It is strategic for a company to have its development process be compliant with the ISO 26262 standard. That implies that the company has established the necessary management systems with the necessary processes to meet the standard. The compliance is determined by the company itself on a self-evaluation after establishing the processes.
To be certified carries the additional value of having these developed processes and management systems being audited by an external company. The certification will give more credibility to the processes since it is provided by an external entity, but it also requires more time and can be a bigger investment.
The decision of moving to compliance or certification might also consider an input or request from a customer expecting compliance or certification from their suppliers. Ultimately, there is no right or wrong answer. Both options are a strategic decision to get ahead of the curve and LHP can help your organization achieve either.
To learn more about how Jama Connect for Automotive can help your team simplify compliance, streamline development, and speed time to market, download our solution overview.
Automotive companies are under relentless pressure to innovate while ensuring they design and build functionally safe vehicles. Consumers expect more from the driving experience, leading to more electronic systems within product development. With the upsurge in complex electronic components like advanced driver-assistance systems (ADAS), meeting functional safety standards becomes even more critical.
We recently held a webinar, “From ADAS to Connected Systems, How to Accelerate Innovation in Automotive Development with Requirements Management?,” where we explored the common challenges that automotive developers face, and how to implement best practices aligned to functional safety standards.
Some of the key topics that were covered included:
Aligning how you work with best practices to meet functional safety standards
Integrating functional safety with normal product development
Using Jama Connect™ to align your product development processes with relevant parts of governing regulations and standards ISO 26262:2018 and ASPICE
This was a great webinar, and we don’t want you to miss out on the content! Below you can find a recording of the webinar, and an abbreviated transcript.
From ADAS to Connected Systems, How to Accelerate Innovation in Automotive Development with Requirements Management?
Adrian Rolufs:In today’s automotive development landscape, there’s an increase in focus on mobility services, connectivity between vehicles and other systems, higher focus on safety and more systems that are involved in safety and then as well as the electronic vehicle and the autonomous vehicle technical challenges that are being worked on. This has really changed the landscape quite significantly for companies operating in the space. We’re seeing vehicles that last longer that need to be reliable over a longer period of time. We’re seeing more regulations taking into effect that companies need to consider and there’s a lot more electronic and software systems being integrated into vehicles.
This is really having a big impact on automotive development, and there are a couple major factors that we see. One is that existing vehicle companies and suppliers are starting new teams to work on these challenges and we also see a lot of new companies coming into the automotive space. This is where Jama Connect comes in. We have put together a solution for these new teams and new companies that are working in the automotive space to help them get going quickly. A lot of these teams have a common need which is to develop technology quickly, get to market quickly while still being compliant with the safety standards and following best practices.
A big part of that is using a requirements management tool and having well defined requirements managing process. So, when an automotive customer buys Jama Connect for Automotive, this comes along with a process and documentation of that process for how to use the tool in a way that’s compliant with both ISO 26262 as well as Automotive SPCE which are the most common standards that companies are following in this space. We find that a lot of companies don’t have the time to set these processes up from scratch. They would prefer to leverage known practices that we can provide.
So, what does this solution look like? We first start by clarifying the scope of what Jama Connect is best used for in this space. So, there are elements of meeting ISO 26262 as well as Automotive SPICE that Jama Connect is ideally suited for and there’s other elements of those standards that don’t really apply to a tool like Jama Connect.
We provide recommended procedures for how to use Jama Connect in this framework and to meet these standards and we provide a justification for those processes linking back to the specific elements of the standards that companies must follow. And then we also provide detailed activities that are best performed in Jama Connect. And finally, we provide export templates so that all the work that you do in Jama Connect can be exported into documents for long term archival and for audit purposes.
Jama Connect for Automotive is primarily focused on requirements management, hazard and risk analysis, and test management, and the traceability between those. Jama Connect is a product that focuses on meeting those needs that customers have and the automotive solution provides the guidance for how to do that work in a way that’s compliant with automotive standards. We provide an out of the box configuration of the tool. Since Jama Connect is a highly configurable too, there are many different ways to set up the tool but this solution provides a framework that’s designed specifically to meet the industry standards for automotive in a way that makes the best use of the functionality of Jama Connect.
We also provide a process documentation to provide you guidance on how to do the work in the tool, export templates to allow you to export your documents, a Functional Safety Kit so that you can help with qualifying the software tool. We also have the ability to provide you with a data exchange for exchanging requirements in a ReqIF format between suppliers and other companies.
And finally, Jama Connect for Automotive includes consulting and training services from our Professional Services group so that your teams can learn the tool quickly and efficiently and any questions can be answered. It’s also possible during that engagement to customize the framework. The framework is offered as a starting point but a lot of customers choose to customize it to their specific business needs and our consultants will help with that.
To learn more about how Jama Connect for Automotive can help your team simplify compliance, streamline development, and speed time to market, download our solution overview.
Editor’s Note: This post about the high cost of failure when developing automotive electronics was originally published here on ElectronicDesign.com on June 5th, 2019, and was written by Jeff Darrow, who is involved with Automotive MOSFET Product Marketing at Infineon Technologies.
What’s The Price Tag on Failure in Automotive Design
The automotive market is driven by safety and reliability requirements. As vehicles rely more heavily on semiconductors for their functionality and safety-critical features, the concept of Zero Defects is gaining pace. This article will examine stringent quality requirements in the context of growing use of power MOSFETs. MOSFET device packaging is highlighted as a critical element in achieving the goal of Zero Defects.
Today, the scale of electronics in a typical car is staggering when compared to everyday items like mobile phones and notebook computers. Modern cars and trucks can have up to 100 networked microprocessors running 150 million lines of code with thousands of supporting active components.
Because nearly all automotive innovation requires electronic systems, semiconductors have become the fastest growing component in a modern vehicle, with cars containing more than $1,000 worth of semiconductor parts.1 Electronic systems control all safety-critical functions such as engines, transmissions, steering, braking, and electric motors. With highly autonomous driving features coming to market now, complexity will further increase along with the risk for catastrophic electronic system failures.
Automotive Sets a High Bar for Quality
Early concerns about automotive component quality impacting vehicle safety were addressed with the formation of the Automotive Electronics Council (AEC)2 Q100 and Q101 specifications. Established by OEMs Chrysler, Ford, and Delco Electronics, the AEC’s aim was to generate common standards in the automotive industry for the qualification of semiconductors.
These standards, along with those from the Society of Automotive Engineers (SAE), the Joint Electron Device Engineering Council (JEDEC), IEC/ISO, and the International Automotive Task Force (IATF), form the basis for component requirements in automotive applications. Many larger Tier 1 automotive manufacturers still have reservations about the adequacy of these standards and impose their own customer specific requirements (CSRs) on components.
AEC Q101 Standard Needs to Evolve
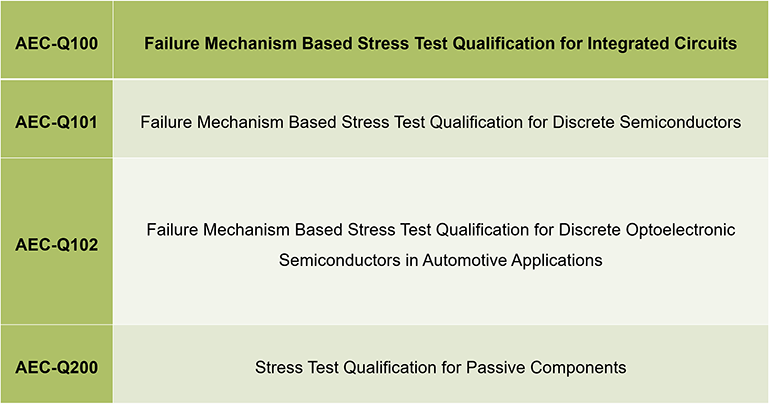
A feature of the AEC “Q” standards is that they’re only used for the one-time qualification testing of components in several categories (Fig. 1).
1. AEC Q standards are used for one-time qualification testing of components.
For example, testing is rigorously defined for discrete semiconductors, but this characterizes quality of samples and predicted reliability in service rather than setting defined limits for actual allowable rates of field failures. A failure rate that was acceptable in older vehicles with relatively few electronic components can be totally inadequate in a car with thousands of components.
Even with no defects identified in a qualification test, there’s no guarantee of reliability in typical environmental conditions from −40 to 250°F. Quality control and component reliability in the ongoing manufacturing process is left to the manufacturers’ internal quality system.
A typical AEC-Q101 qualification test uses 77 parts from each of three manufacturing lots. These are tested to defined hours or cycles with no failures, which represents lot Tolerance percent defective (LTPD) = 1% at 90% confidence level, or a maximum of 0.4% defective at 60% confidence level in production testing.
Such numbers would be an alarming yield in volume production and would signal an early-life product failure rate of 11 FITs (failures in 109 hours) based on the Arrhenius equation with activation energy of 0.7 eV and 55°C use versus 175°C test temperature. A chi-squared distribution and 60% confidence level are assumed. In context, if the typical 30,000 electronic components in a vehicle all had this intrinsic failure rate, the vehicle population would have a mean time between failures (MTBF) of just three months.
Semiconductor Manufacturers Drive Toward Zero Defects
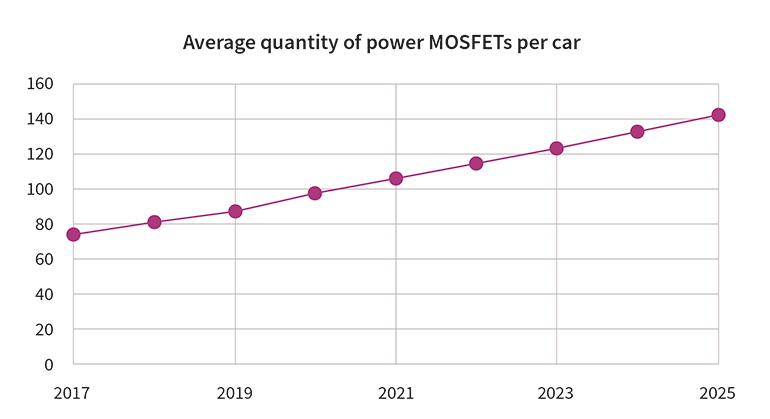
Power MOSFET use in vehicles has risen steadily and is predicted to increase from an average of a little less than 80 per car in 2017 to about 140 by 2025 (Fig. 2). Future EVs will contain around 400 MOSFET devices. MOSFETs are used in powertrain, body, safety and convenience applications, such as engine/transmission control, power distribution, automatic braking systems, power liftgate and window motors. Component failure in any of these applications could result in immobilization, injury, or, in worst case, loss of life.
2. Projected power MOSFET usage in vehicles. (Source: Infineon)
Assume the lot defect rate for power MOSFETs of 1% is screened-out in test to a residual rate of 0.001%. This would be 100 times better than the LTPD that’s tested with the Q101 specification. This 10-DPM (defect per million) failure rate would mean that about 700 cars in every million could be fitted with defective parts. With an estimated 1 billion plus cars on the roads today,3 the scale of the potential problem is again clear. Although 1 DPM has been seen in general market applications as a world-class target, 0.1 DPM heading to Zero Defects is the expected figure in automotive applications.
Quality Must be Designed In
To achieve the lowest defect rate, the manufacturer must have a quality culture that encompasses the entire product development and manufacturing process, from initial concept through design, production, and manufacturing, to final test and product fulfillment. People are central to the goal, as is full management commitment and training for all staff who are internally and externally audited to measure the trend toward Zero Defects.
An excellence program that emphasizes continuous improvement backed up with meaningful metrics must be put in place. A comprehensive datasheet and specific automotive design rules drive the product design and verification, with a validation plan to ensure that the part fits customer requirements and expectations.
Infineon, a leading supplier of automotive MOSFETs, is on its way toward Zero Defects for all of its products: DPM rates for automotive-grade MOSFETs are now proven to be less than 0.1 PPM, just below 50 PPB as of mid-2019.
he trend toward Zero Defects continues with the company’s adoption of leadless packages using internal top-side copper clips. The leadless MOSFETs are designed to meet the same reliability standards as Infineon’s leaded products and still offer higher power density. sTOLL, TDSON-8 (Super S08) and TSDSON-8 (S308) devices with this technology have exhibited high leadless-package reliability and low thermal resistance, along with having a smaller footprint and higher power density than a DPAK with equivalent RDS(on).
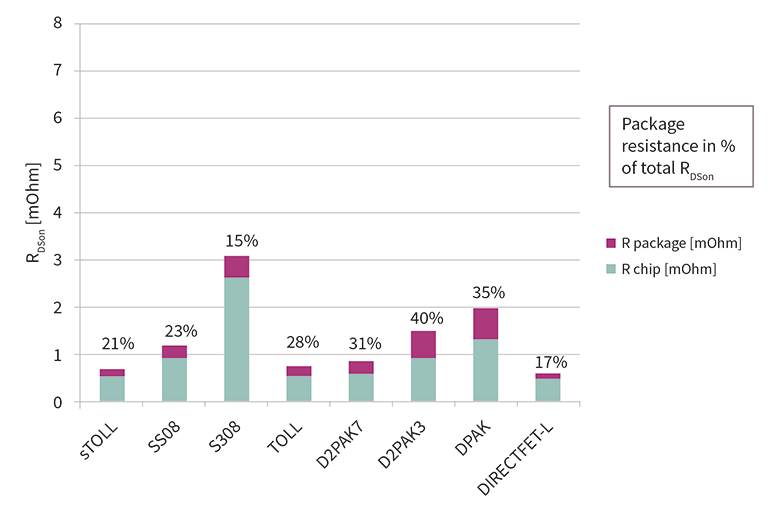
The leadless package frame has a wide tin-plate area for good solderability and yields a best-in-class figure of merit for the ratio of chip RDS(on) to package resistance (Fig. 3). Devices were analyzed in each package of the latest technology (SFET4/SFET5).
3. Leadless copper-clip termination yields the lowest chip to package resistance ratio.
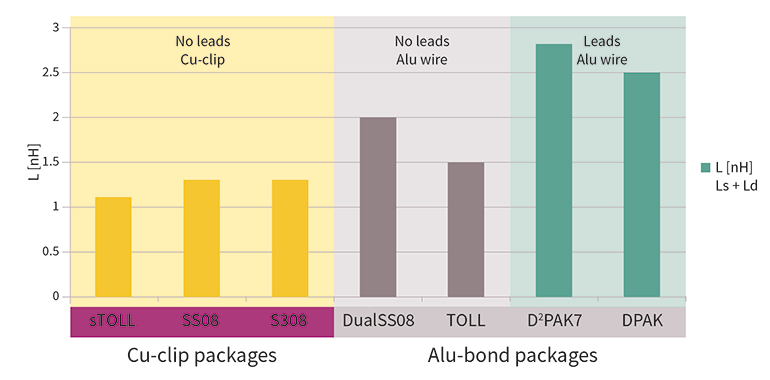
The copper-clip termination approach also has the advantage of minimum inductance for reduced voltage overshoots and excellent EMI behavior to boost robustness in real applications (Fig. 4).
4. Leadless copper-clip termination has the lowest source and drain inductance.
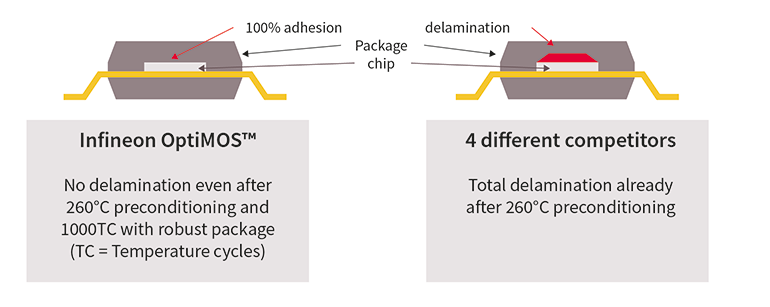
Another marker for quality is the ability of the MOSFET encapsulation to adhere internally under temperature stress. Infineon’ OptiMOS devices have demonstrated the ability to withstand any delamination after 260°C preconditioning and 1000 thermal cycles (Fig. 5).
5. Infineon’s MOSFETs showed no delamination after preconditioning and temperature cycling.
Process Control and Stability is Key to Quality
High-performance design features are worthless without a production process control system that maintains quality and stability in manufacturing. Advanced statistical process control methods give real-time monitoring of key process parameters such as metal thickness and its line width, as well as resist coating and its line width. Outgoing product quality screening includes intelligent Part Average Testing with trend analysis of the effects of “outliers”—parts that meet the upper and lower specification limits but are beyond the expected distribution of results.
Yield loss in the various manufacturing processes is analyzed using statistical bin limits (SBL) for abnormally high (and low) figures. Wafers are optically inspected with pattern recognition to identify “at risk” die around areas where clusters of defects are occurring (Good Die, Bad Neighborhood).
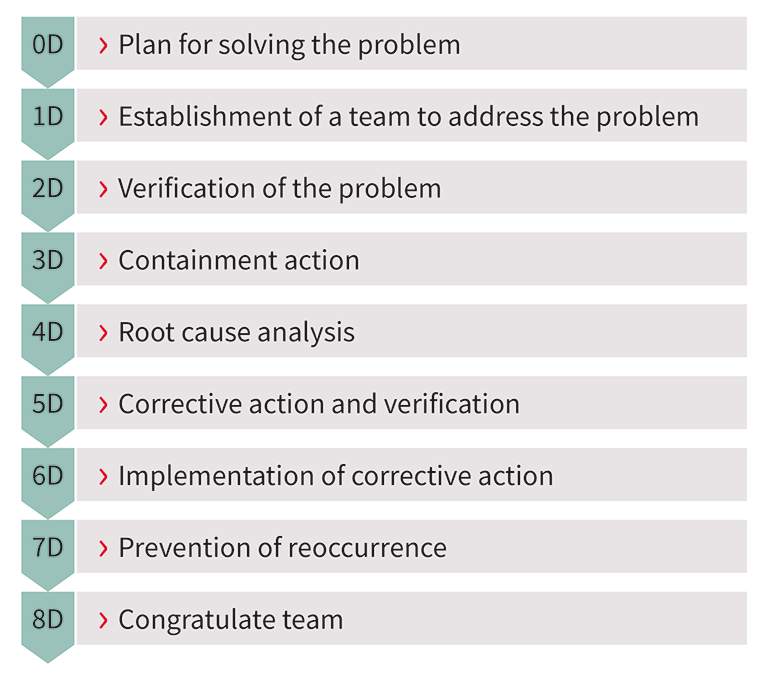
Should a systematic defect be identified, the industry standard 8D (8 Discipline) problem solving sequence is invoked to prevent recurrence with systematic rollout to all locations and long-term follow-up of preventive actions (Fig. 6).
6. The “8D” problem-solving process.
Summary
With the volume of cars on the road only set to increase with a rapidly growing number of electronic components built in, traditional levels of component reliability are simply not sufficient when the consequence of failure could be loss of life. Zero Defects is the goal, and semiconductor manufacturers have leveraged AEC stress test qualification with internal design and manufacturing controls and testing to achieve the target.
Is Zero Defect possible? It is, as years of history showing more than 70% of automotive production running at Zero Defect has been achieved by Infineon. Is it worth the effort and cost? For driver and passenger safety, it’s worth every cent.
To learn more about how Jama Connect for Automotive can help your team simplify compliance, streamline development, and speed time to market, download our solution overview.
In Part III of our six-part automotive series, our experts discuss the growing need to share information between applications to increase collaboration. If you missed our Series Intro, Part I, or Part II of our automotive series, you can go back and read those now.
Over the past two decades of working with PLM and ALM tools, one of the most difficult challenges that always seems to bubble to the top is the ability to share information between systems in order to increase collaboration. The simplest approach to this is basic document import/export, yet this approach is always prone to human error and in many cases takes a tremendous amount of manual effort to fill in the gaps. On the other end of the spectrum is custom or pre-built integration options. While this approach is usually the most robust and least prone to human error, the amount of up-front configuration as well as continuous monitoring is either overkill Sor the required use case, too expensive, too much work, or all of the above.
Document Import/Export
The most basic option usually available is the import and export of documents. This is a difficult challenge in the automotive industry due to the inconsistency of document type and format that is shared between OEMs, vendors and customers. This inconsistency is personified by the irregularity between applications ability to digest these many formats.
Scripting and Pre-Build Integrations
Jama Connect has a REST API as well as many pre-built integrations available to our customers. In situations where it makes sense to have a continuous, permanent connection between two applications both of these are great options. These options however come with a bit of overhead. Usually permanent integrations require complex configuration as well as regular monitoring for failed synchronization. Integrations further require careful attention to process and use of integrated applications as to not break integration rules.
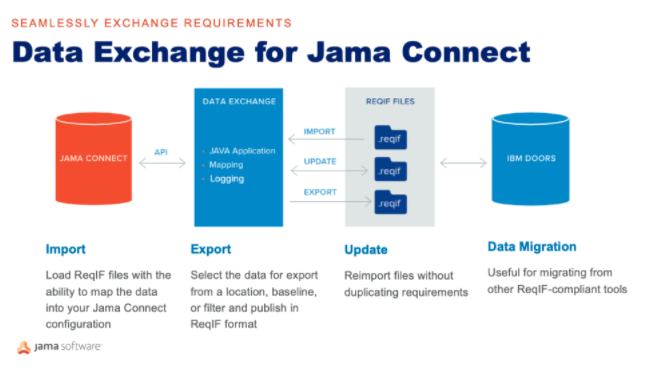
ReqIF & the Jama Connect Data Exchange
When we look at requirements management specifically, there is a third option that becomes available, ReqIF. ReqIF (requirements interchange format) is an XML standard that is supported by many requirements tools. Jama Software offers a solution that we call the ‘data exchange’ which supports import/export of ReqIF files. This allows you to not only transfer the requirements from system to system, it further allows the transfer of the relationships between requirements as well as any supporting attachments. Through the use of the data exchange, you eliminate much of the strenuous effort of manually recreating relationships after document import and you further alleviate the heavy overhead of a continuous permanent integration.
Using the data exchange for ReqIF transfer in many cases is the best approach to increase collaboration when working with partners, vendors, and suppliers where you do not have direct access to their systems. The data exchange further can be an excellent option for migrating data out of a legacy tool and into a more modern requirements tool like Jama Connect.
To learn more about how Jama Connect for Automotive can help your team simplify compliance, streamline development, and speed time to market, download our solution overview.
Editors Note: 2020 is a year we’ll never forget. But amidst a sea of setbacks, companies across the globe continue to rise to the challenge and push forward with innovative product development. Teams who have the right tools and processes in place especially across distributed teams are able to improve collaboration and speed the time it takes to deliver new, innovative products.
In our spotlight series, we highlight companies who are doing extraordinary things in the product development space, and showcase the ways that their innovations are changing the world as we know it. In this post, we applaud the work that Analog Devices is doing to move the electric vehicle industry forward, reducing the environmental impact of commuters worldwide.
Analog Devices Introduces Automotive Industry’s First Wireless Battery Management System for Electric Vehicles
Analog Devices, Inc. (Nasdaq: ADI) today announced the industry’s first wireless battery management system (wBMS), which enables automotive manufacturers increased flexibility to scale their electric vehicle fleets into volume production across a wide range of vehicle classes. This is the first wireless battery management system available for production electric vehicles, and it will debut on General Motors’ production vehicles powered by Ultium batteries.
The implementation of ADI’s wBMS eliminates the traditional wired harness, saving up to 90% of the wiring and up to 15% of the volume in the battery pack, as well as improving design flexibility and manufacturability, without compromising range and accuracy over the life of the battery.
ADI’s wBMS includes all integrated circuits, hardware and software for power, battery management, RF communication, and system functions in a single system-level product that supports ASIL-D safety and module-level security building upon ADI’s proven industry leading BMS battery cell measurement technology. By delivering high accuracy for the lifetime of the vehicle, the system enables maximum energy use per cell required for best vehicle range and supports safe and sustainable zero-cobalt battery chemistries, such as lithium iron phosphate (LFP).
“The transition of battery packs from wired to wireless connectivity enables automotive manufacturers to scale their electric vehicle platforms across multiple vehicle models to meet growing consumer demand,” said Patrick Morgan, Vice President, Automotive at Analog Devices. “Our wBMS solution not only simplifies manufacturing, but also allows new systems to be built on wireless data, accelerating the entire industry towards a sustainable future. We are honored to bring this breakthrough system innovation to market with General Motors.”
Additional system features enable batteries to measure and report their own performance, increasing early failure detection, and enabling optimized battery pack assembly. The data can be monitored remotely throughout the battery lifecycle – from assembly to warehouse and transport through installation, maintenance and into a second-life phase.
ADI and General Motors recently announced a collaboration, bringing the wBMS technology to General Motors’ Ultium battery platform. The ADI technology helps ensure scalability of the Ultium platform across General Motor’s future lineup, which will encompass different brands and vehicle segments, from work trucks to performance vehicles.
“We are pleased to collaborate with ADI to take the wBMS technology to production as part of our ground-breaking Ultium battery platform,” said Kent Helfrich, Executive Director, Global Electrification and Battery Systems at General Motors. “ADI’s wBMS technology enables the more widespread electrification of our fleet, and we look forward to a continued collaboration with ADI to deliver innovation in safety, quality, and performance for the future.”
To learn more about how Jama Connect for Automotive can help your team simplify compliance, streamline development, and speed time to market, download our solution overview.

 Editor’s Note: This post on the difference between being ISO 26262 compliant and ISO 26262 certified was originally published
Editor’s Note: This post on the difference between being ISO 26262 compliant and ISO 26262 certified was originally published